<- Zurück auf die Startseite "Voestalpine"
Voestalpine: Das modulare Stanzsystem
CIM-Lösung zur Pressenautomatisierung
Im zweiten Abschnitt der Realisierung von
- CAD-Tools und Datenkopplung
- Fertigungsleitrechnersoftware
- Zellenrechnersoftware mit modularem Stanzsystem
wurden alle wichtigen Softwareleistungen von Mitarbeitern der Firma Böhm erbracht.
CAD-Tools und Datenkopplung
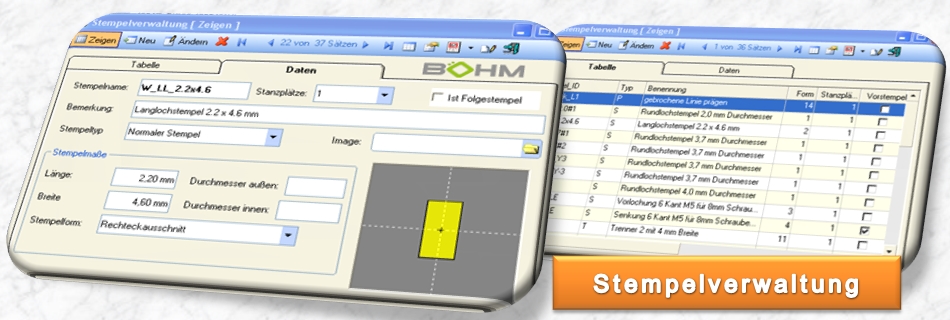
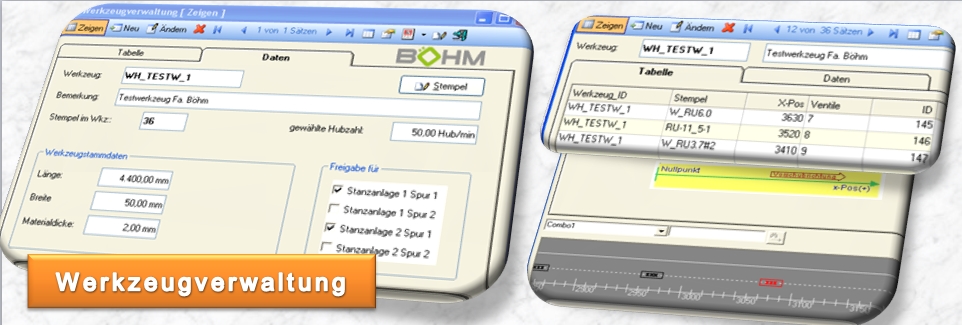
Für das eingesetzte CAD-System HP-ME10 unter UNIX, das von mehreren Konstrukteuren an ca. 5 Arbeitsstationen genutzt wird, wurden von uns umfangreiche Tools erstellt. Hierzu wurde eine Werkzeugbibliothek im CAD-System mit realen und fiktiven Stempeln mit entsprechenden Attributen angelegt.
Der Konstrukteur entwickelt die Werkstücke mit speziellen Stanzgeometrien und kann dann auf Tastendruck ein anlagen-unabhängiges Stanzgrundprogramm mit fiktiven Stempeln generieren. Dieses Stanzprogramm kann in einem eigens geschaffenen Austauschformat abgelegt und dem Fertigungsleitrechner übergeben werden.
Die Software für den Fertigungsleitrechner
Die Stanzprogrammgenerierung am Fertigungsleitrechner ist für alle Fertigungslinien weitgehend identisch ausgeführt.
Neben dem Programmgenerator für Stanzprogramme der Vorlaufstanzen werden auch die Stanzprogramme für die Nachlaufstanzen und fliegenden Scheren errechnet und verwaltet.
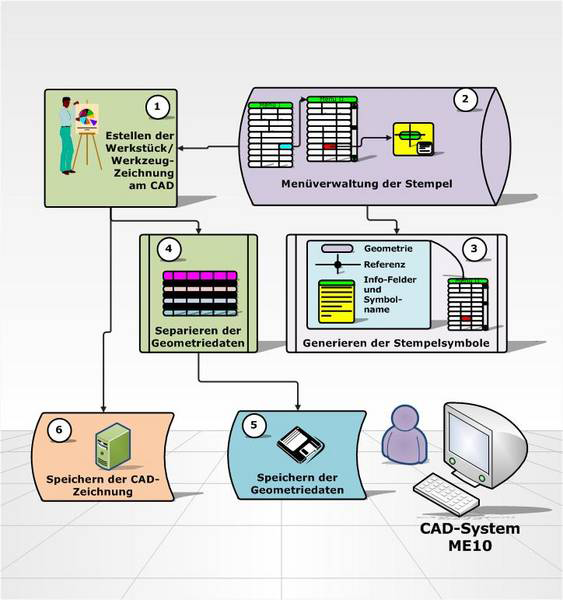
Die Geometriedaten werden durch das CAD-System angefordert. In einem eigens hierfür entwickelten CAD-Austauschmodul wird aus dem SDX-Austauschfile ein Stanzgrundfile generiert. In diesem Stanzgrundfile werden fiktive Stanzentitäten durch die vorhandenen Entitäten aus realen Werkzeugen ersetzt. Ein Rechnerprogramm kontrolliert, ob das File auf der Fertigungslinie mit dem gewählten Material und Werkzeug gefertigt werden kann. Gleichzeitig wird die voraussichtliche Fertigungszeit ermittelt.
Der Stanzprogrammgenerator
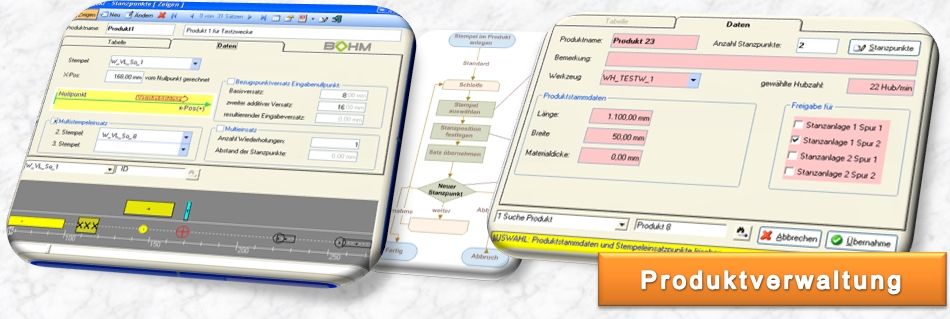
Die Stanzprogramme werden beim Anlegen eines Produkts im Stanzprogrammgenerator gebildet.
Beim Anlegen eines Auftrags wird aus Auftrags- und Produktdaten ein Stanzfile gebildet, welches normalerweise aus Anstanzroutine, zyklischer Routine und Beendenroutine besteht.
Je nach Fertigungsspektrum kann aus der Warteschlange zwischen zwei Aufträgen, die mit demselben Material und Werkzeug gefertigt werden, eine Übergangsroutine errechnet werden, so dass eine reststückfreie Produktion stattfinden kann.
Schaubild zum Thema:
Lesen Sie hier weiter: Voestalpine: Retrofit mit konventionellen Stanzen
 Wissenswertes
Wissenswertes